Procédé de galvanisation
DÉFINITION DU PROCÉDÉ
Le procédé de galvanisation à chaud au trempé ISO 1461 consiste à immerger des pièces en acier dans un bain de zinc en fusion (environ 450°C) afin de produire sur l’acier un revêtement protecteur anti-corrosion.
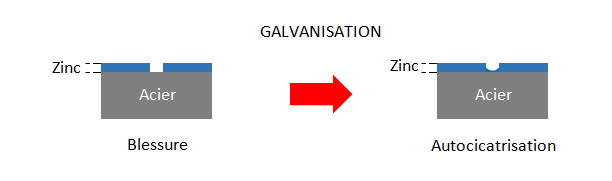
La galvanisation à chaud ISO 1461 assure à la fois une protection par écran (le zinc en surface protège le métal qu’il recouvre) et une protection sacrificielle (le zinc se sacrifie pour protéger l’acier).
Le procédé de galvanisation comprend plusieurs étapes.
La galvanisation en vidéo
Galvanisation en ISO 1461

Les étapes du procédé de galvanisation à chaud ISO 1461
-
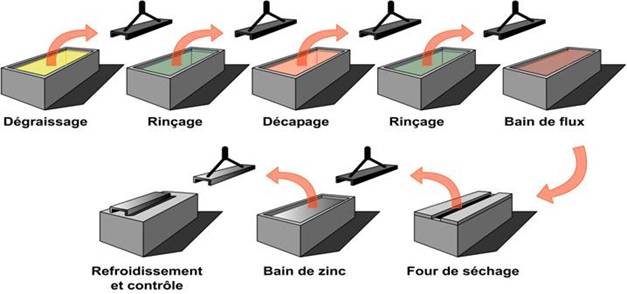
La préparation de surface avant immersion des pièces dans le bain de zinc. Elle comprend le dégraissage, le décapage, le rinçage, le fluxage puis le séchage
-
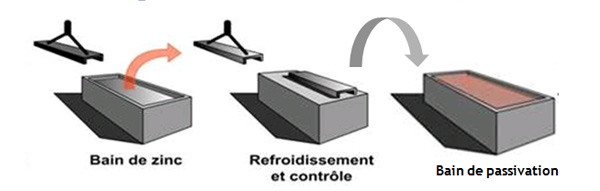
L’immersion dans le bain de zinc pendant laquelle se forme le revêtement galvanisé
-
La passivation selon les spécifications des clients
Maîtrise des paramètres process
Les sites de galvanisation du groupe ZINQ suivent en permanence les différents paramètres du process de préparation de surface pour optimiser la qualité de la galvanisation. Toutes les semaines, les différents bains sont analysés par le laboratoire d’analyse chimique du groupe (ZINQ Technologie France).
1. LA PRÉPARATION DE SURFACE
La préparation de surface a pour objectif de permettre la réaction métallurgique entre l’acier et le zinc.
Le dégraissage
Cette première étape de traitement chimique consiste à éliminer les matières grasses et salissures empêchant le contact des solutions de décapage ultérieur sur la surface des pièces.
Le décapage
Le décapage chimique élimine la rouille et la calamine (oxydes de fer) pour nettoyer la surface de la pièce en prévision de la réaction fer/zinc. L‘acide contenu dans ce bain réagit avec les oxydes pour les transformer en sels solubles.
Le rinçage
Le rinçage a pour but de limiter la pollution du flux par des entraînements de décapage.
Le fluxage
L’opération de fluxage a une triple fonction dans le traitement des pièces à galvaniser :
- assure la mouillabilité de la surface
- favorise la réaction métallurgique entre le fer et le zinc durant l’immersion de la pièce
- empêche une réoxydation de la pièce avant l’entrée dans le bain de zinc
Le séchage
Dernière opération de la chaîne de préparation de surface, le séchage est une étape nécessaire avant l’immersion complète de la pièce dans le bain de zinc. Il permet d’éviter les explosions dues à la vaporisation instantanée de l’eau lors de l’immersion dans le bain de zinc et par extension éviter les éventuelles projections de zinc liquide. Il permet aussi de réduire le choc thermique lors de l’immersion dans le bain de zinc et ainsi de minimiser les risques de déformer les pièces lors du processus de galvanisation.
2. Galvanisation
La galvanisation à chaud ISO 1461 correspond à la phase d’immersion de la pièce dans le bain de zinc. Selon le type de pièces (dimensions, épaisseur de revêtement,…), le temps d’immersion de la pièce peut varier de 3 à 15 minutes en moyenne. Une couche d’intermétallique se forme alors entre l’acier et le zinc en fusion, permettant une excellente adhérence du revêtement.
De plus, en cas de blessure accidentelle du revêtement, la galvanisation offre une protection cathodique de l’acier, voir schéma ci-contre.
3. Passivation
Il s’agit de recouvrir les pièces d’un film protecteur afin de prolonger l’éclat de la galvanisation. Pour ce faire, les pièces sont d’abord refroidies quelques instants après leurs sorties du bain de zinc, puis immergées dans un bain de passivation. Cette prestation de passivation est actuellement disponible dans plusieurs usines du groupe ZINQ.
Pour en savoir plus sur la passivation, cliquez ici.
Médiathèque


CHOISIR UN SITE