Home > Multimedia > Documentation / Prescription
ZINQ Fix
Galvanizing repair system
ZINQ Fix is a solution we offer to recondition your steels after galvanizing.
Simple and easy to use, ZINQ Fix adhesive strips and stickers are used to repair areas of corrosion that have appeared locally on your structures.
With ZINQ Fix, you finally have an economical solution. Thanks to its different dimensions, you will finally avoid the losses associated with the use and preservation of a pot of paint rich in zinc.
Information and orders:
For more information, do not hesitate to contact your usual GALVA UNION contact or send us an e-mail at the following address: galvaunion@galvaunion.com

Application
In which case use ZINQ Fix?
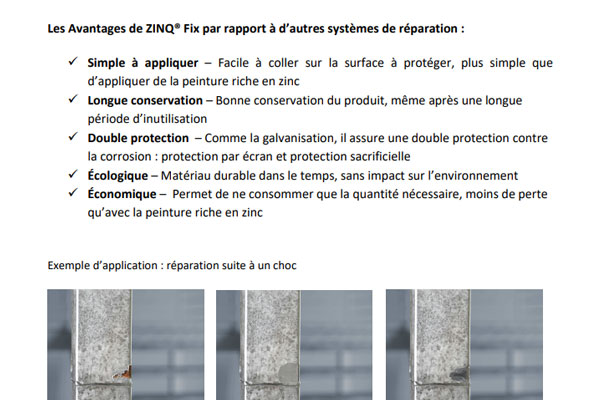
- To repair a corroded area following a shock
- First intervention in case of local corrosion
- Protects your structures from contact corrosion (with hardware elements for example)
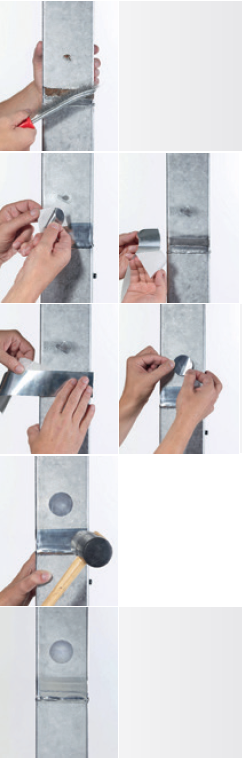
Method of application:
- Clean the surface of rust, dirt and grease
- Peel off the lozenge or tape from its adhesive and stick it on the surface to be protected
- To guarantee a complete grip, complete the operation with a rubber hammer to avoid the presence of air bubbles
Process
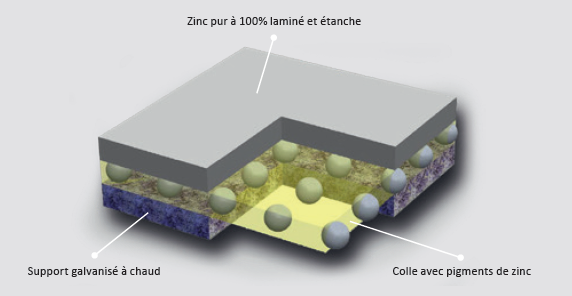
A matrix of zinc pigments in the adhesive ensures the electrical conductivity of ZINQ® Fix and thus guarantees effect and cathodic protection.
The uniform composition and thickness guarantee a regular and slow decrease of the zinc layer.
In accordance with the requirement of EN ISO 1461, the required thickness of 100 μm is already reached at first gluing for a high quality end result that saves valuable time.
- Pure laminated zinc: 80 μm
- Thickness of the adhesive: 25 μm
- Operating temperature: -10 ° C to 80 ° C (NB: Not suitable for powder coating)
Availability
ZINQ Fix products are available :
- In adhesive tape to the unit:
- length: 1 m
- widths: 20 mm or 50 mm
- In single pellet :
- Diameters : 30 mm or 45 mm
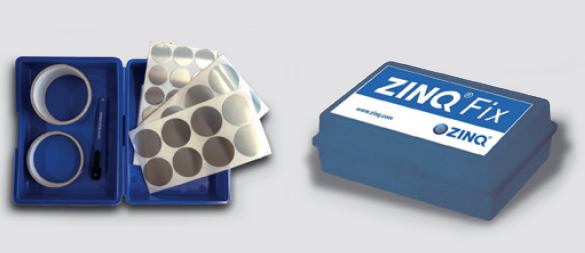
- In box :
- ZINQ Fix Box (visible here)

GALVA UNION
GALVA UNION is the specialist of galvanization, powder coating and duplex treatment.
CHOOSE A PLANT